Ask our team. We're ready to help!
Any questions?


High-efficiency cryogenic freezers boost productivity and streamline food processing operations while reducing costs.

As food & beverage processors drive toward higher productivity and expanded product offerings, food safety remains critical to success — and can impact the entire organization.

Are you challenged by increasing input costs, inconsistent quality, or reduced output? Protein processors have valuable options for identifying and solving the root causes of a number of common yield problems.
If your business depends on industrial gases, you need a dependable supplier of quality products. You also need a leader in industrial gas technologies, committed to delivering solutions that create value in areas of productivity, quality and reduced operating costs that allow you to maintain focus on your core business. This is where Messer excels, and these pillars form the cornerstone of our success.
Welcome to the epicenter of innovation and customer solutions in applied gas technologies - the Messer Technical Center in Cleveland, Ohio. Here, our team of Messer engineers demonstrate leading application technologies to customers and innovate to address emerging industry needs.
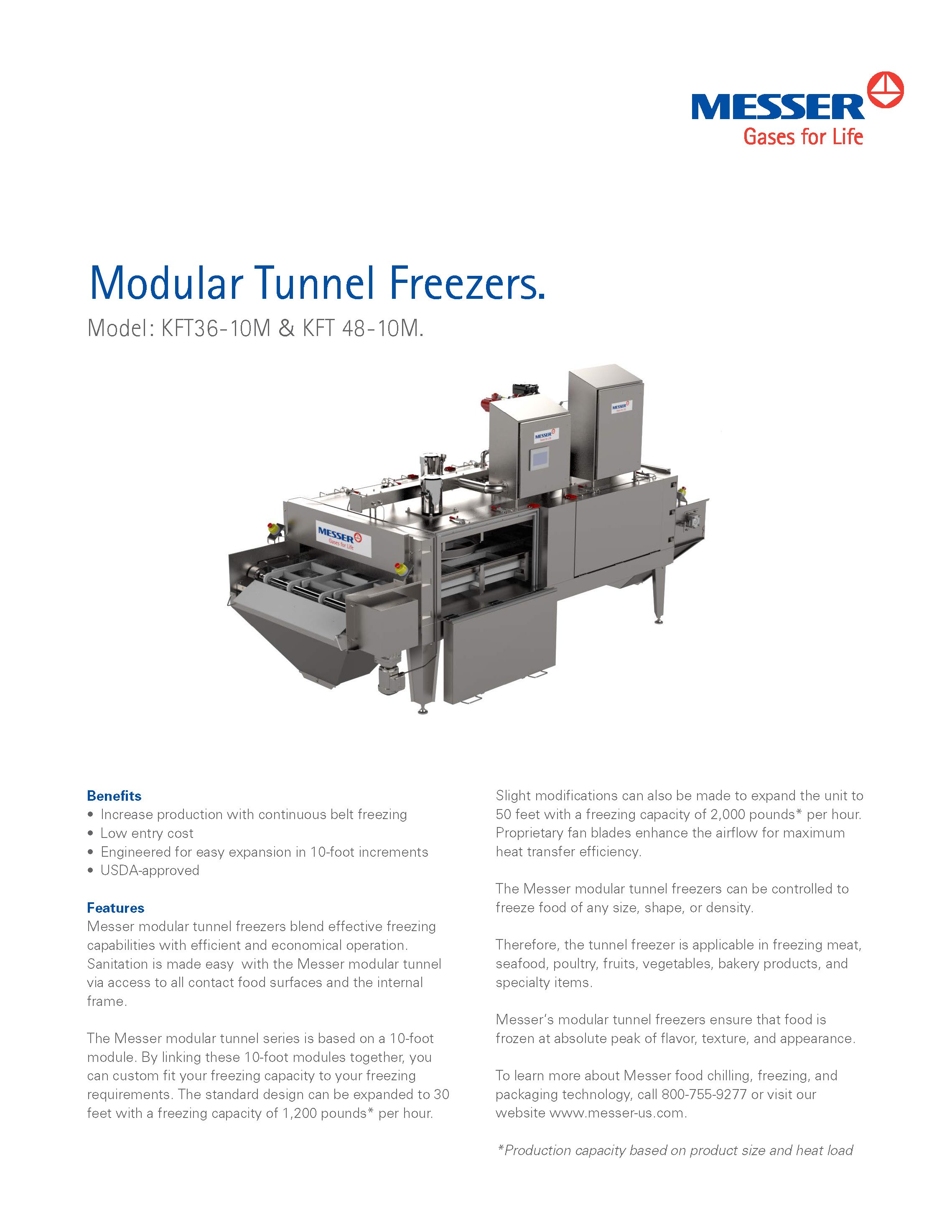
Blends effective freezing capabilities with efficient and economical operation at an unbeatable price.

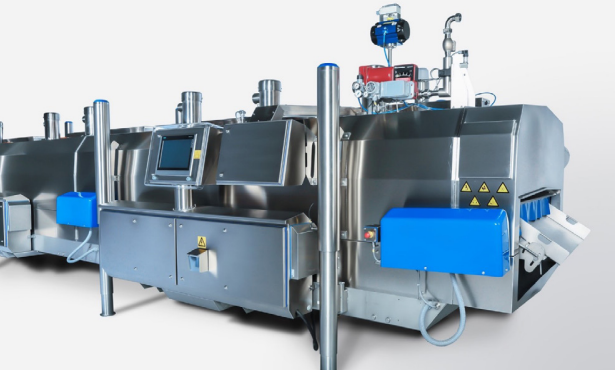
Messer’s patented impingement technology combines cryogenic gases with high-velocity convective airflow to achieve rapid chilling and freezing of food products.
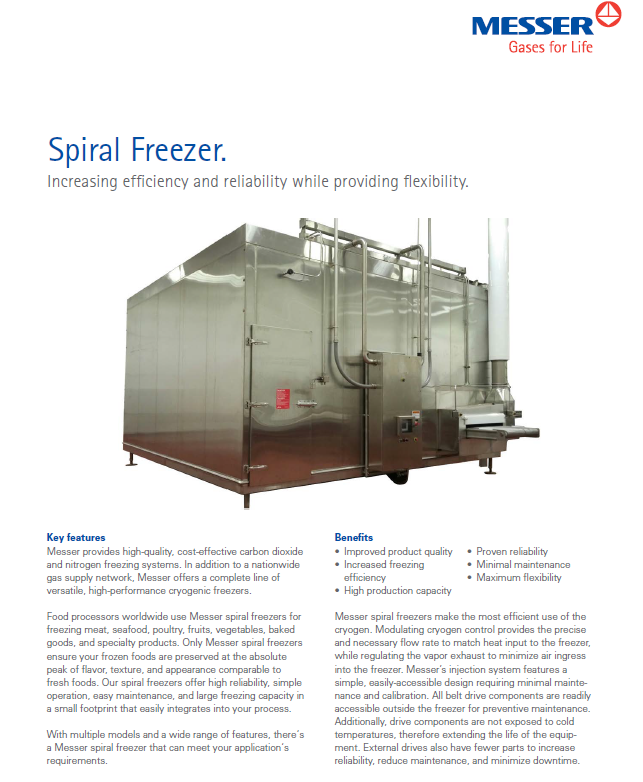
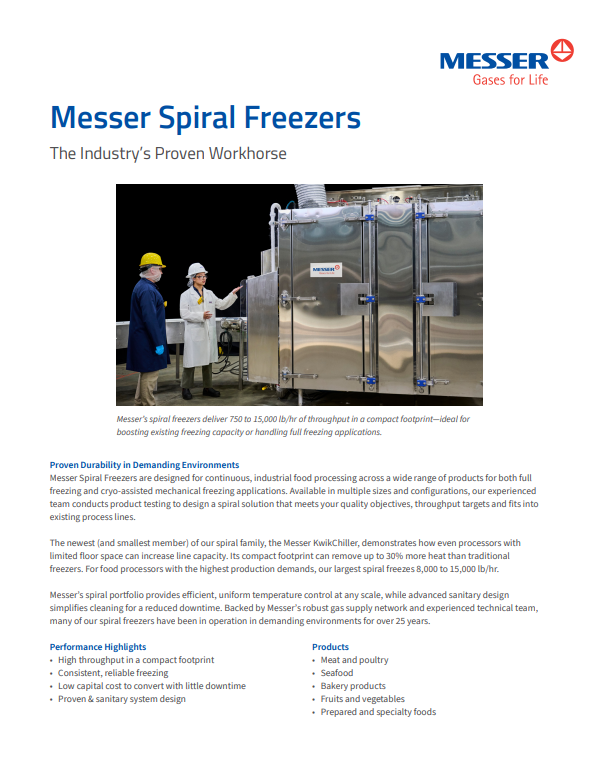
Food processors worldwide use Messer spiral freezers for freezing meat, seafood, poultry, fruits, vegetables, baked goods, and specialty products.
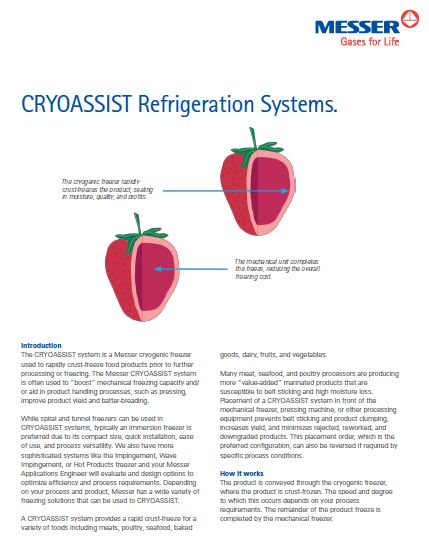
The CRYOASSIST system is a Messer cryogenic freezer used to rapidly crust-freeze food products prior to further processing or freezing. The Messer CRYOASSIST system is often used to “boost” mechanical freezing capacity and/ or aid in product handling processes, such as pressing, improve product yield and batter-breading.
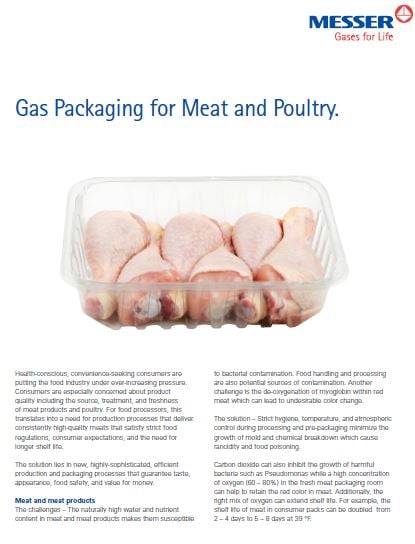
Messer‘s Modified Atmosphere Packaging brings you a full range of tailored solutions to meet the packaging requirements for meat and poultry.
Utilizing Modified Atmosphere Packaging (MAP) and the right gas mixture can extend the shelf life by at least a few days and possibly up to two weeks in raw packaged
fish such as cod, flounder, plaice, haddock, and whiting compared to packaging in traditional atmospheres similar to that of air.
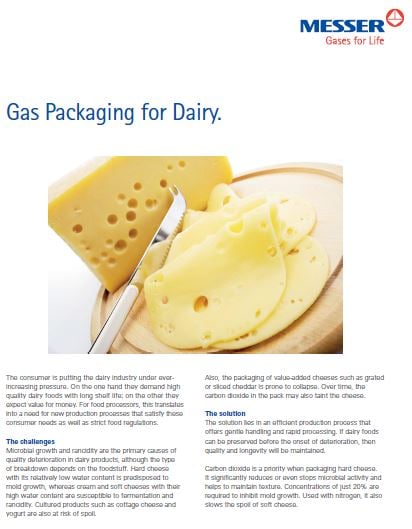
The consumer is putting the dairy industry under ever-increasing pressure. On the one hand, they demand high-quality dairy foods with long shelf life; on the other, they
expect value for money. For food processors, the solution is an efficient production process that offers gentle handling and rapid processing.
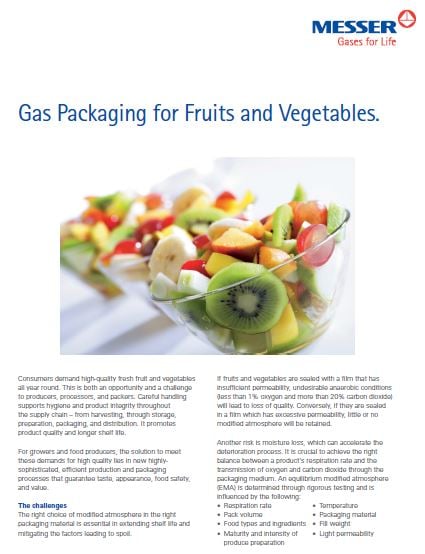
Consumers demand high-quality fresh fruit and vegetables all year round. Careful handling supports hygiene and product integrity throughout the supply chain. For growers and food producers, the solution to meet these demands lies in highly sophisticated, efficient production and packaging processes that preserve taste, appearance, food safety, and value.
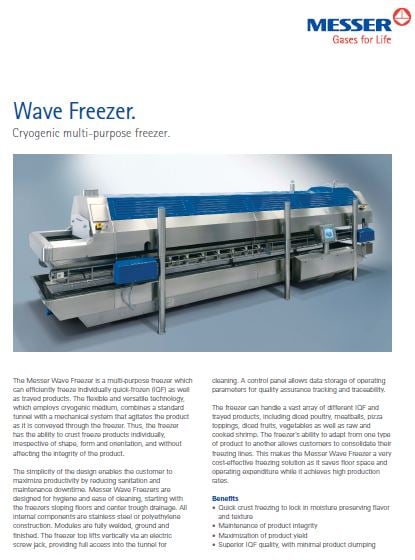
The Messer Wave Freezer is a multi-purpose freezer which can efficiently freeze individually quick-frozen (IQF) as well as trayed products. The flexible and versatile technology, which employs cryogenic medium, combines a standard tunnel with a mechanical system that agitates the product as it is conveyed through the freezer.

The Messer impingement freezer is designed to easily and quickly freeze a diversified range of product types. Smaller in size than conventional cryogenic freezers, it occupies less space on the production floor (typically 60% less floor space than conventional cryogenic tunnel freezers for the same production rate).

Developed in collaboration with food processors, the KwikChiller delivers the high production rates and product quality our customers expect. This game changing system can remove up to 30% more heat than traditional freezers in a compact footprint. It even fits through a standard dock door for easy installation.

Many small food items depend on individual quick freezing (IQF) to preserve flavor and freshness. Messer's wave freezer uses a revolutionary approach to IQF.

The Messer wave impingement freezer is an innovative high-capacity freezing solution that combines the benefits of wave product agitation with impingement gas flows.



“With Messer, we are now meeting the needs of a new generation who crave the comfort of gourmet Italian cooking, but also demand convenience.”

"Quality throughput is critical to competitiveness the frozen food industry. When the market for one of its popular products took off faster than expected, Kayem Foods, Inc. needed a solution."

“We’ve been able to run these freezers not only more efficiently to get more throughput, but also at a lower cost per pound.”

Rhino Foods, Inc. supplies more than 60% of the U.S. market for frozen ready-to-eat cookie dough used in scores of ice cream brands. When the company needed to expand production, they knew a cryogenic wave freezer from Messer was a strong fit.

“Messer met all the projected targets, and the savings were substantial....They gave us a lot of support before, during and after the installation and start up."

See four real-life examples of how protein processors are leveraging new techniques to achieve tangible gains in production throughput, efficiency, cost and product quality in a variety of product categories, including pork, chicken, beef, meat alternatives, and IQF products.


“Normal” may never be the same for food processors. The health of employees, how to engage them and their general welfare – on top of food safety, sanitation and hygiene practices – have been brought to the forefront because of COVID-19. Download this new checklist to learn how you can take specific measures to meet employee concerns, enhanced quality protocols and consumer demand through times of uncertainty.
A reliable cryogenic freezer is a critical part of any food plant. An existing freezer that lacks quality parts or malfunctions can lead to frequent shutdowns, higher maintenance and unnecessary costs. Download this checklist to potentially prevent future failures of your freezing technology, evaluate current options and choose the right fit for your plant.

Food production is a multi-faceted operation, extending beyond preparation and cooking to overall plant operations, business practices and the supply chain. In addition, the COVID-19 pandemic has produced its own challenges. With producers striving to maximize food product quality and production rates, food processing efficiency continues to be critical to driving profitability. Download this checklist for 5 actionable strategies to help elevate the manufacturing efficiency of your plant.

Reduce food waste on processing lines and deliver more product to customers by optimizing operations, prioritizing employee training, creating and maintaining automated processes, and upgrading to advanced tools such as ERP software and cryogenic freezing and chilling solutions to preserve food longer.
%20(1).png)
Why do so many food manufacturers struggle with yield? Explore the issues surrounding food processing yield, the common difficulties manufacturers face, and the innovative solutions designed to address these issues and increase operational efficiency.

For protein processors in a highly competitive industry where product quality and food safety standards need to be carefully managed through every step of the production process, this checklist provides five practical steps for success.
Ask our team. We're ready to help!