














%20(1).png)

Ask our team. We're ready to help!
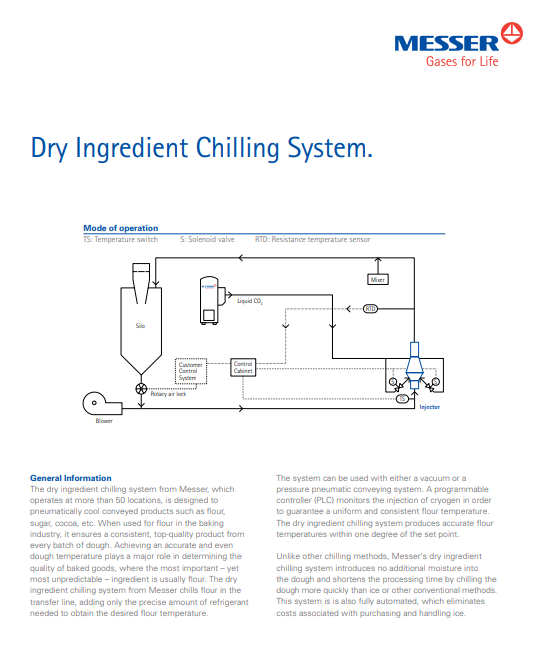
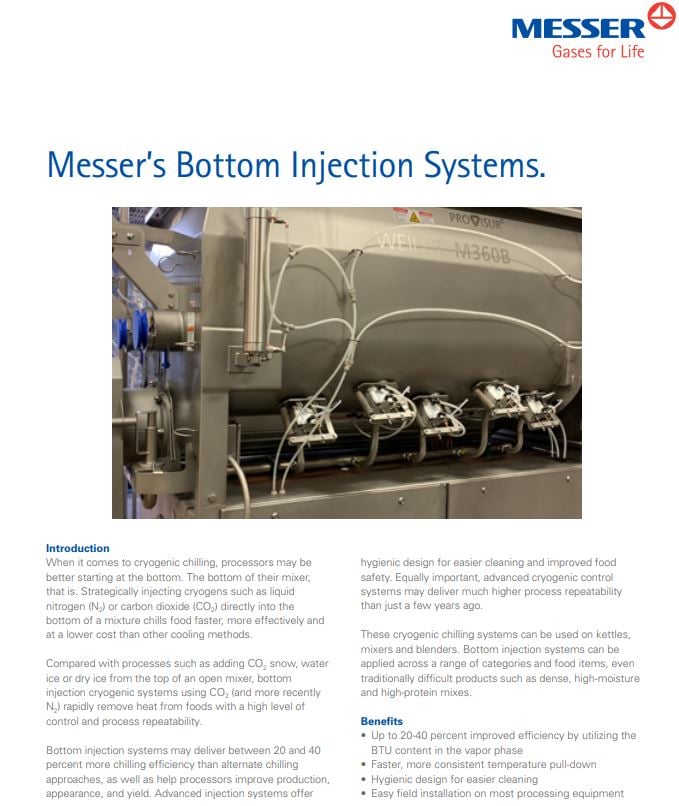
Messer's advanced cryogenic bottom injection systems for mixer chilling can help food processors maximize hygiene and boost productivity and quality as the innovative design seals against the blender wall and minimizes debris collection and entrapment.
