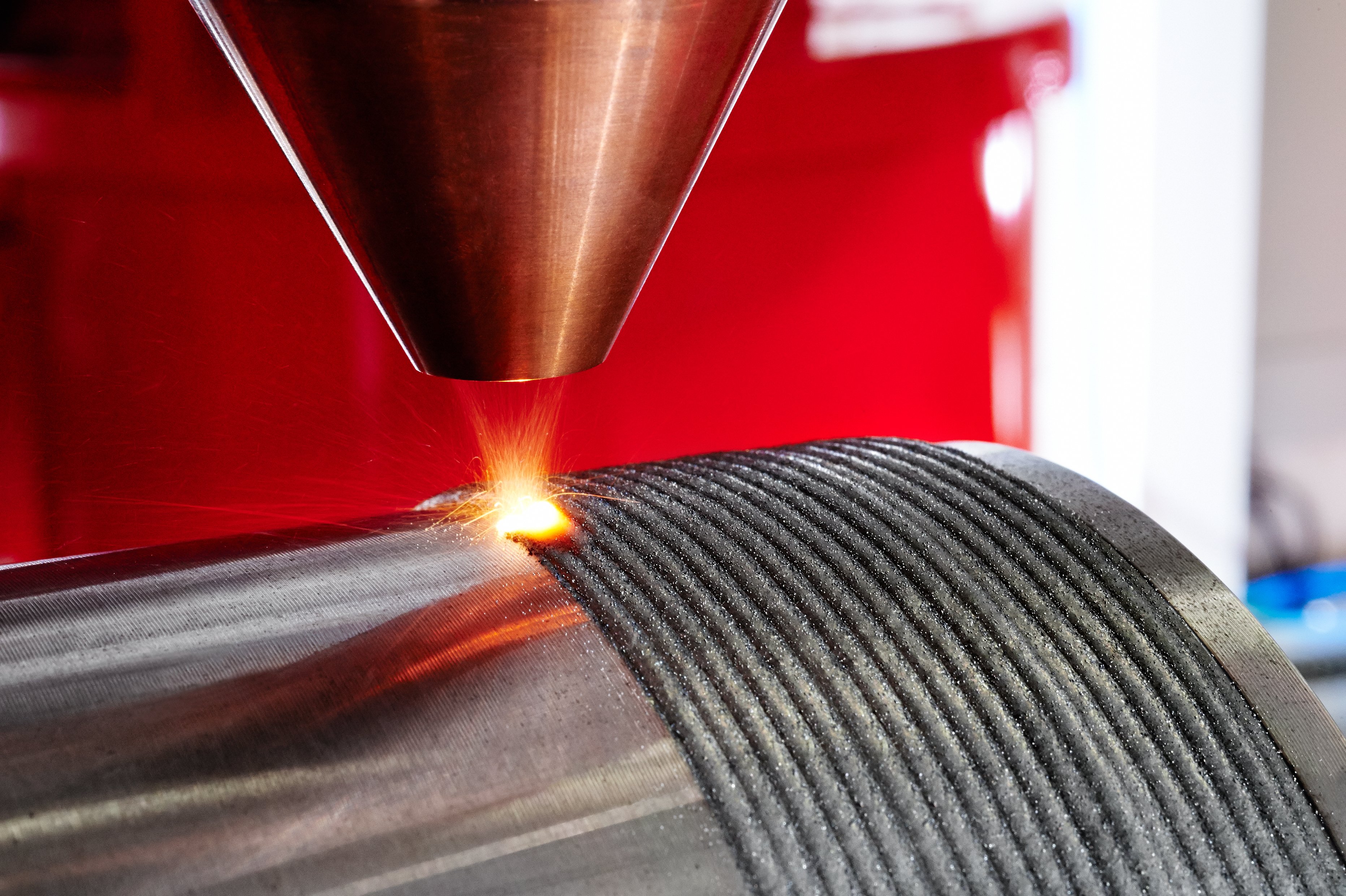
In the thermal spray coating process, materials are deposited onto a surface at high velocity. Sporting goods, medical devices, aerospace components – all may have thermal spray-applied coatings.
Hydrogen, oxygen, nitrogen, argon and helium drive these coating processes – the gases are used for combustion or inerting – and each gas has special properties in liquid and gaseous form. Understanding their properties, storage, application equipment and maintenance per industry standards is key to using the gases safely.
Bulk hydrogen, nitrogen, argon and oxygen are stored as cryogenic liquids at thermal spray facilities and are extremely cold, e.g. hydrogen is -423°C. The liquid or an uninsulated portion of pipe carrying liquid can cause a severe low-temperature burn on exposed skin. Extremely hot or cold temperatures, flammable gases, asphyxiants and high pressures all pose safety hazards in thermal spray operations.
Hydrogen
Commonly used in high velocity oxygen fuel, hydrogen is extremely flammable in air at compositions between 4 and 74 percent. Per the fire triangle, fuel, oxygen and heat or other ignition source are needed for a fire. The amount of energy required to ignite a hydrogen fire is miniscule. So, it’s important to bond and ground (connect with heavy copper wire to the same grounding grid) every piece of hydrogen supply station equipment – tank, vaporizers, manifold and fence – to eliminate any difference in electrical potential that could result in a spark.
Consider the following foundational safety measures for using hydrogen:
- Keep cell phones and other electronic devices away from a hydrogen supply
- Wear proper personal protection equipment, including long-sleeve fire-retardant clothing and static dissipative safety shoes.
- Don’t wear synthetic clothing; it has a tendency to build static charge.
- A hydrogen fire is almost invisible and you’ll likely hear it before you see it. So, be sure to know the locations of emergency shut off valves inside and outside the plant and how to respond if you suspect a leak.
- Select and install hydrogen process piping in accordance with American Society of Mechanical Engineers (ASME) B31.3, Process Piping.
- Install all overhead piping in protected locations. Label and pressure-test the piping, and check for leaks upon installation.
- Purge the inert gas before working on process piping containing hydrogen (or other flammable gases).
Oxygen
At oxygen concentrations above 23.5 percent, materials that do not readily ignite in air (about 21 percent oxygen) can burn rapidly. Again, consider the fire triangle: fuel and oxygen are always present with oxygen supply systems. If supply piping itself contacts an enriched oxygen atmosphere or heat, it can serve as the fuel. Carbon steel, for example, burns more readily than stainless steel.
Consider the following foundational safety measures when using oxygen:
- Consider gas velocities when selecting or changing flow requirements with carbon steel pipe.
- Pay close attention to detail to avoid possible sources of ignition and heat, and thus causing a fire.
- Avoid suddenly stopping flowing oxygen (i.e., via ball valve). A sudden stop can cause the oxygen to ignite; the heat of compression becomes the third leg of the fire triangle.
- Know the location of emergency shut-off devices to stop oxygen flow in the event of a fire.
The first step to reducing risk is to understand common ignition sources in oxygen-based thermal spray systems. Common ignition mechanisms are mechanical impact, particle impact, mechanical friction, flow friction, and adiabatic compression.
Following are a few ways to reduce the risk of associated with these ignition sources during the oxygen system design and fabrication process:
- Pay careful attention to material selection, component selection, cleaning procedures and operating procedures.
- Clean and “bag and tag” process piping and components designated for oxygen service.
- Replace oxygen flow components with components cleaned for oxygen service.
- Seal open/unfinished oxygen piping systems from particulate, hydrocarbons (such as oils), and other atmospheric contaminants.
Consider these standards and foundational practices when designing oxygen systems for thermal spray and performing maintenance.
Inert Gases — Nitrogen, Argon, Helium
Inert gases, which can leave the thermal spray gun at pressures as high as 2000 lb/in2, may be supplied as bulk liquid. At their simplest, bulk liquid supply systems consist of a vacuum jacket-insulated liquid storage tank, ambient air vaporizers (i.e., heat exchangers), and a pressure-regulating manifold to regulate the final line pressure of the gas delivered to the spray booths.
Depending on pressure requirements, thermal spray companies may use a pump in conjunction with ASME storage vessels. The storage vessels are carbon steel, so they need low-temperature protection to prevent low-temperature embrittlement, a common occurrence below –20°F. So does carbon steel used as process piping, for the same reason. CGA P-56, Cryogenic Vaporization Systems – Prevention of Brittle Fracture of Equipment and Piping provides guidelines for protecting carbon steel vessels and process piping.
Safety Training
At Messer, we are committed to helping our customers train plant personnel to safely operate bulk industrial gas supply equipment, properly handle gases, and deploy firefighting techniques. In fact, our “Taking the Lead in Safety” series of videos highlights the unique properties, safe handling, emergency procedures and use of cryogenic gases including hydrogen, oxygen, nitrogen, argon and helium. (838)
Oxygen Systems for Thermal Spray: Standards and Best Practices
Compressed Gas Association
- CGA G-4.1, Cleaning of Equipment for Oxygen Service
- CGA G-4.4, Oxygen Pipeline and Piping Systems
- CGA P-1, Safe Handling of Compressed Gas Cylinders
American Society of Mechanical Engineers
- ASME B31.3, Process Piping
National Fire Protection Agency
- NFPA 51, Standard for the Design of Oxygen-Fuel Gas Systems for Welding, Cutting, and Allied Processes
- NFPA 51B, Standard for Fire Prevention in Use of Cutting and Welding Processes
American Society for Testing Materials
- ASTM G128, Standard Guide for Control of Hazards and Risks in Oxygen Enriched Atmospheres
- ASTM G88, Guide for Designing Systems for Oxygen Service

Comments
Messer makes no warranty of any kind with respect to the subject matter, the completeness, or accuracy of this blog. Messer is not responsible for any actions (or lack thereof) taken as a result of relying on or in any way using information contained in this blog. In no event shall Messer be liable for any damages resulting from reliance on or use of information in this blog. Readers should take advice from a qualified professional when dealing with specific situations. Descriptions of, or references or access to, other publications within this blog do not imply endorsement of those publications. This blog may contain technical inaccuracies and changes to the information may be made at any time.
Gas products are hazardous. The use or misuse of gas products involves serious risks, including injury, disability and death. Users of gas products must use the Safety Data Sheets for the gas products to warn their employees and others who are exposed to the gas products or hazards associated with such products.